

Типовой технологический процесс изготовления изделий из керамики LTCC представлен на рисунке 1. Как видно из представленной схемы, в данный технологический процесс входят следующие основные операции:
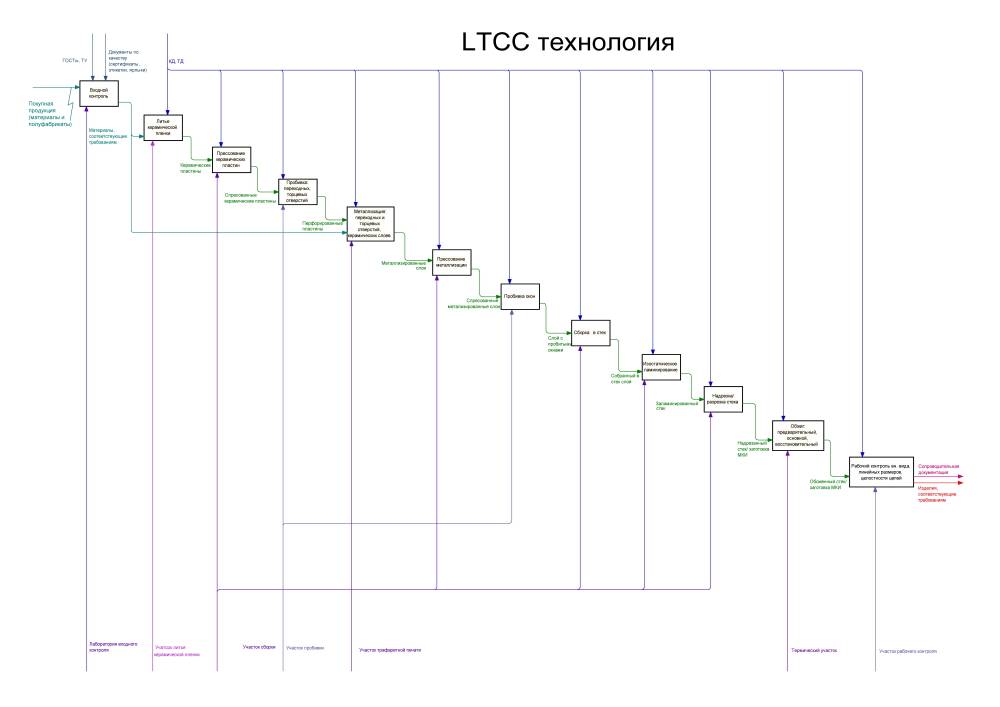
- Пробивка переходных и торцевых отверстий в «сырых» керамических пластинах (картах). Данная операция выполняется при помощи установки пробивки, оснащенной набором инструментов (пуансонов и матриц) как круглой, так и квадратной формы. Основные размеры пуансонов приведены в таблице 1.
Таблица 1. Основные размеры пуансонов на установке пробивки отверстий
|
Форма отверстия |
Размер отверстия, мм |
Размер отверстия, мм |
|
Круг |
0,2 |
0,5 |
|
Квадрат |
0,5×0,5 |
2,0×2,0 |
Пробивка осуществляется по программе заданной оператором. На выходе с данной операции, получаются перфорированные керамические пластины.
- Металлизация торцевых отверстий, заполнение переходных отверстий металлизационной пастой и формирование топологии (проводников). Данная операция выполняется при помощи установки трафаретной печати, оснащенной машинным зрением для совмещения керамической карты с установленным трафаретом. Для заполнения переходных отверстий используются серебросодержащие пасты, для формирования внутренних проводников серебро-платиновые, для формирования наружных проводников золотосодержащие пасты. Основные топологические нормы нанесения металлизации приведены в таблице 2.
Таблица 2. Основные топологические нормы нанесения металлизации
|
Наименование параметра |
Стандартные параметры, мм |
Максимально допустимые параметры, мм |
|
Минимально возможная ширина проводника |
0,12 |
0,1 |
|
Минимальное расстояние между проводниками |
0,12 |
0,1 |
В результате выполнения данной операции получаются керамические пластины с заполненными переходными отверстиями и металлизационные слои с заданной топологией.
- Пробивка окон (формирование монтажного колодца). Данная операция также выполняется на установке пробивки или при помощи вырубных штампов на прессах. В результате выполнения данной операции получаются керамические слои с пробитыми окнами.
- Сборка керамических слоев в стек. Данная операция выполняется на установке сборки в стек, оснащенной машинным зрением. Керамические слои с нанесенной металлизацией и пробитыми окнами укладываются в стек (пакет) в строго установленной последовательности с последующей подпрессовкой. Максимально возможная толщина керамического стека составляет 11,0 мм.
- Изостатическое ламинирование (замоноличивание) керамического стека. Данная операция выполняется на установке изостатического ламинирования в автоматическом режиме по заданной программе (температура-давление) для придания монолитности (целостности) керамического стека.
- Разделение (разрезка) или надрезка керамического стека. Данная операция выполняется с помощью установки для резки сырой керамики, оснащенной специальным ножом, вакуумным столом с подогревом, а также машинным зрением для настройки и контроля резки керамического стека. Особая двусторонняя заточка ножа, обеспечивает высокое качество разделения керамического стека на отдельные корпуса и основания.
- Обжиг сырых керамических изделий. Данная операция выполняется при помощи печей с использованием принудительной подачи воздуха (обдува) и поддержания необходимого термопрофиля в автоматическом режиме. Максимальные размеры обжигаемых изделий составляют (100×100) мм в зависимости от конструкции и соотношения количества металлизация-керамика.
- Контроль внешнего вида, целостности электрических цепей и линейных размеров изделий после обжига. Данная операция выполняется с использованием системы бесконтактных измерений по осям X, Y и Z, микроскопа, а также стендов для измерения электрических параметров с применением контактирующих устройств.
- Контроль герметичности, целостности электрических цепей и внешнего вида изделий. Данная операция выполняется с использованием установки гелиевого течеискателя методом обдува. Все обожженные изделия проходят 100% контроль по герметичности.
- Предъявление ОТК, ВП. На данной операции осуществляется проверка всех параметров изделий установленных в конструкторской и технологической документации.
Обе технологии LTCC и HTCC имеют свои преимущества и недостатки друг перед другом, поэтому на стадии проектирования необходимо учитывать все вышеперечисленные особенности данных материалов, а также принимать во внимание топологические нормы, указанные в «Руководстве по проектированию и разработке металлокерамических изделий на производственной площадке АО «НИИПП».
Основные марки применяемых материалов LTCC и HTCC представлены далее в таблице 3 (смотри ниже).
Таблица 3. Марки и свойства применяемых материалов HTCC и LTCC
|
Производитель и марка материала |
Основные толщины сырых карт, мм |
Характеристики |
|||||||
|
Электрические |
Тепловые |
Механические |
Металлизационные пасты для заполнения отверстий и нанесения проводников |
||||||
|
εi |
tgδ, •10-3 |
ЛКТР (°С-1), •10-4 |
Тепло-проводность, Вт / (м•К) |
Модуль Юнга, ГПа |
Прочность на изгиб, МПа |
||||
|
Материалы HTCC |
|||||||||
|
Керамика вакуумплотная алюмооксидная 26.11.30-002-86724983-2017 ТУ |
|||||||||
|
ВК 96 |
0,5; 0,63; 1,0 |
9,7 при f = 10 ГГц |
– |
6,8 – 8,0 при t=(20 – 1 000) °С |
25 |
340 |
450 |
Мо |
|
|
Керамика вакуумплотная алюмооксидная аЯ0.027.002 ТУ |
|||||||||
|
ВК 94-1 |
0,05; 0,114; 0,165; 0,254 и под конкретный заказ |
10,3 при f = 10 ГГц |
– |
0,06 при t=(20 – 200) °С |
13,4 |
236 |
320 |
Мо |
|
|
|
|||||||||
|
Материалы LTCC |
|||||||||
|
DuPont |
|||||||||
|
GreenTape 943 |
0,05; 0,114; 0,165; 0,254 |
7,5 при f = 10 ГГц |
1,0 при f = 10 ГГц |
6,0 |
4,4 |
149 |
230 |
Ag, Ag/Pt, Ag/Pd и Au |
|
|
GreenTape 951 |
0,05; 0,114; 0,165; 0,254 |
7,8 при f = 10 ГГц |
1,5 при f = 10 ГГц |
5,8 |
3,0 |
152 |
320 |
Ag, Ag/Pt, Ag/Pd и Au |
|
|
Heraeus |
|||||||||
|
Heratape CT802 |
от 0,05 до 0,2 |
8,0 при f = 2,5 ГГц |
– |
5,1 |
4,3 |
110 |
160 |
Au, Ag, Ag/Pd |
|
|
Heratape CT702 |
от 0,05 до 0,2 |
7,2 при f = 2,5 ГГц |
– |
5,8 |
4,3 |
– |
140 |
Au, Ag, Ag/Pd |
|
|
Ferro |
|||||||||
|
Ferro A6M-Е |
0,127; 0,254 |
5,9 при f = 10 ГГц |
– |
7,0 |
2,0 |
92 |
170 |
Ag, Ag / Pt, Ag/Pd и Au |
|
|
Ferro L8 |
0,127; 0,254 |
7,3 при f = 10 ГГц |
– |
6,0 |
3,0 |
– |
275 |
Ag, Ag/Pt, Ag/Pd и Au |
|
|
Keko |
|||||||||
|
Кеко SK47 |
0,05; 0,114; 0,165; 0,254 и под конкретный заказ |
7,1 при f = 10 ГГц |
– |
6,9 |
2,9 |
– |
200 |
Ag, Ag/Pt, Ag/Pd и Au |
|
|
Fraunhofer IKTS |
|||||||||
|
Fraunhofer IKTS |
0,05; 0,114; 0,165; 0,254 и под конкретный заказ |
7,5 при f = 10 ГГц |
– |
5,9 |
3,2 |
125 |
230 |
Ag, Ag/Pt, Ag/Pd и Au |
|
|
АО «НПП «Исток» |
|||||||||
|
СКМ |
0,05; 0,114; 0,165; 0,254 и под конкретный заказ |
7,18 |
1,2 при f = 10 ГГц |
– |
– |
– |
200 |
Ag, Ag/Pt, Ag/Pd и Au |
|